





NAZWA SZKOLENIA:
| 1.Spawanie blach i rur spoinami pachwinowymi: |
|
| 2.Spawanie blach spoinami czołowymi: |
|
| 3.Spawanie rur spoinami czołowymi: |
|
| 4. Cięcie plazmą | |
| 5. Cięcie tlenem | |
| 6. Lutowanie gazowe | |
| 7. Zgrzewania elektrycznego – oporowego punktowego |
ZASADY DOBORU UCZESTNIKÓW SZKOLENIA:
Na kurs mogą zostać przyjęci kandydaci którzy:
- ukończyli minimum szkołę podstawową;
- ukończyli 18 rok życia;
- posiadają odpowiedni stan zdrowia – potwierdzony badaniami lekarskimi.
METODYKA :
Wykład:
- Podanie tematu wykładu
- Krótkie objaśnienie zawartości materiału nauczania. w temacie
- Wyłożenie pełnej treści materiału objętego tematem z zastosowaniem dostępnych środków poglądowych i pomocy szkoleniowych.
- Powtórzenie najważniejszych informacji z wykładu
Zajęcia praktyczne
- Instruktaż wstępny i BHP
- Pokaz wykonania i nadzór nad wykonywaniem poszczególnych złącz i spoin przez kursantów
- Ocena wizualna próbek
KONTROLA I OCENA UCZĄCYCH SIĘ ORAZ RODZAJ WYDANYCH DOKUMENTÓW O UKOŃCZENIU KURSU:
Na każdym następnym wykładzie krótki sprawdzian z opanowania materiału poprzedniego wykładu - przez wykładowcę. Po każdym ćwiczeniu ocena każdego kursanta przez instruktora w zakresie opanowania techniki wykonywania spoiny objętej tematem zajęcia praktycznego.
Po zakończeniu kursu odbędzie się egzamin z teorii i praktyki na złączach próbnych określonych w normie.
Na podstawie pozytywnego wyniku egzaminu wydaje się Książkę Spawacza lub poświadcza wynik egzaminu w posiadanej już uprzednio książce spawacza.
CHARAKTERYSTYKA ZAWODOWA ABSOLWENTA KURSU
WIADOMOŚCI:
Absolwent kursu w zależności od rodzaju kursu powinien znać:
-
zasadę spawania gazowego, łukowego i w osłonie gazowej oraz zgrzewania lub cięcia
-
właściwości mechaniczne i technologiczne oraz oznaczenia stali
-
podstawowe rodzaje obróbki cieplnej
-
podstawy elektrotechniki
-
działanie, obsługę i konserwację urządzeń spawalniczych
-
przyczyny naprężeń i odkształceń spawalniczych - sposoby ich ograniczania i metody usuwania
-
sposoby przygotowania materiałów do spawania
-
parametry spawania w różnych pozycjach
-
wady spoin, przyczyny ich powstawania, sposoby wykrywania oraz metody usuwania
-
zasady udzielania pierwszej pomocy przy porażeniu prądem, oparzeniach i zatruciu
-
przepisy bezpieczeństwa i higieny pracy oraz przepisy przeciwpożarowe przy spawaniu
UMIEJĘTNOŚCI:
Absolwent kursu w zależności od rodzaju kursu powinien umieć:
-
przygotować i uruchomić stanowisko spawalnicze
-
wykryć zaburzenia w pracy urządzeń spawalniczych
-
określić spawalność stali na podstawie oznaczenia gatunku stali w/g PN
-
dobierać i zmieniać parametry spawania w zależności od rodzaju złączy, sposobu spawania i gatunku spawanej stali
-
odczytywać rysunki prostych konstrukcji spawanych
-
przygotować materiał do spawania
-
oceniać jakość wykonywanych złączy na podstawie oględzin zewnętrznych
-
określać przyczyny powstawania wad spawalniczych
-
udzielać pierwszej pomocy w przypadku porażenia prądem, oparzenia lub zatrucia
-
prowadzić wszelkie prace spawalnicze zgodnie z zasadami BHP i P.-poz.
Po ukończeniu szkolenia, komisja egzaminacyjna organizatora szkolenia, przeprowadza egzamin teoretyczny i praktyczny oraz wydaje książkę spawacza i certyfikat komisji egzaminacyjnej lub zaświadczenia ukończenia kursu.
W naszych Ośrodkach Kształcenia organizujemy egzaminy weryfikacyjne dla spawaczy po podstawowych kursach spawania.
Do egzaminu weryfikacyjnego mogą przystąpić osoby posiadające:
- Świadectwo Egzaminu Spawacza, które utraciło dwuletnią ważność,
- Książkę Spawacza z wpisem ukończonych podstawowych kursów spawania w latach, w których nie wydawano świadectw.
Egzamin weryfikacyjny, który odbywa się w jednym dniu składa się:
-
z części praktycznej, w której spawacz wykonuje złącze egzaminacyjne w
metodzie, w której ubiega się o uprawnienia zgodnie z Wytycznymi
Instytutu Spawalnictwa,
- z części
teoretycznej w formie testowej w celu sprawdzenia wiedzy teoretycznej
spawacza z zakresu uprawnień, o które się ubiega.
Pozytywny
wynik z egzaminu weryfikacyjnego uprawnia spawacza do uzyskania
przedłużenia ważności posiadanego świadectwa na kolejne dwa lata lub
otrzymania nowego świadectwa.
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
Przykład oznaczenia:
 |
 |
 |
 |
- Norma według której odbył się egzamin
PN-EN 287-1:2007 Stal PN-EN 9606-2 Aluminium i stopy aluminium PN-EN 9606-3 Miedź i stopy miedzi PN-EN 9606-4 Nikiel i stopy niklu PN-EN 9606-5 Tytan i stopy tytanu, cyrkon i stopy cyrkonu
- Numery odniesienia procesów spawania wg PN-EN ISO 4063
111 spawanie łukowe elektrodą otuloną MMA 114 spawanie łukowe samoosłonowym drutem proszkowym 121 spawanie łukiem krytym drutem elektrodowym 131 spawanie metodą MIG 135 spawanie metodą MAG 136 spawanie w osłonie gazu aktywnego drutem proszkowym 137 spawanie w osłonie gazu obojętnego drutem proszkowym 141 spawanie metodą TIG 15 spawanie plazmowe 311 spawanie acetylenowo-tlenowe
- Rodzaje złącza egzaminacyjnego
P blacha T rura
- Rodzaj spoiny
BW spoina czołowa FW spoina pachwinowa
- Grupy materiałowe wg. PN-CR ISO 15608
1.1 Stale o minimalnej granicy plastyczności ReH ≤ 275 N/mm2 1.2 Stale o minimalnej granicy plastyczności 275 N/mm2 < ReH ≤ 360 N/mm2 1.3 Drobnoziarniste stale normalizowane o ReH > 360 N/mm2 1.4 Stale o podwyższonej odporności na korozję 2 Drobnoziarniste stale przerobione termo-mechanicznie i staliwa o minimalnej granicy plastyczności ReH > 360 N/mm2 3 Stale ulepszane cieplnie i utwardzane dyspersyjnie za wyjątkiem stali nierdzewiejących o ReH > 360 N/mm2 4 Stale Cr-Mo-(Ni) z niską zawartością wanadu, o zawartości Mo ≤ 0,7% i V ≤ 0,1% 5 Stale Cr-Mo bez zawartości wanadu i o zawartości C ≤ 0,35% 6 Stale Cr-Mo-(Ni) z dużą zawartością wanadu 7 Stale ferrytyczne, martenzytyczne lub utwardzane dyspersyjnie stale nierdzewiejące o zawartości C ≤ 0,35% i 10,5% ≤ Cr ≤ 30% 8 Stale austenityczne 9.1 Stale niklowe o zawartości Ni ≤ 3,0% 9.2 Stale niklowe o zawartości 3,0% < Ni ≤ 8,0% 9.3 Stale niklowe o zawartości 8,0% < Ni ≤ 10,0% 10 Nierdzewne stale austenityczno-ferrytyczne (stale Duplex) 11 Stale objęte grupą 1 oprócz zawartości 0,25% < C 0,5% W21-W23 Czyste aluminium lub jego stopy W31-W36 Czysta miedz lub jej stopy W41-W47 Czysty nikiel lub jego stopy 51.1-51.4 Czysty tytan lub jego stopy
- Materiał dodatkowy
nm bez materiału dodatkowego A otulina kwaśna B otul. zasadowa lub drut proszkowy zasadowy C otulina celulozowa M drut proszkowy z proszkiem metalicznym P drut proszkowy rutylowy - z szybko krzepnącym żużlem R otul. rutylowa lub drut proszkowy rutylowy - z wolno krzepnącym żużlem RA otulina rutylowo-kwaśna RB otulina rutylowo-zasadowa RC otulina rutylowo-celulozowa RR otulina rutylowa (grubootulona) S drut elektrodowy / pręt V drut proszkowy rutylowy lub zasadowo/fluorkowy W drut proszkowy zasadowo/fluorkowy, z wolno krzepnącym żużlem Z druty proszkowe innego typu Y drut proszkowy zasadowo/fluorkowy, z szybko krzepnącym żużlem
- Zakres kwalifikacji wynikający z grubości materiału
- i grubości stopiwa złącza próbnego dla spoin czołowych
Grubość próbki
t [mm]Zakres kwalifikacji
t < 3
t do 2*ta)
3 ≤ t ≤ 12
3 mm do 2*tb)
t > 12
≥ 5 mm
b) w przypadku spawania metodą 311: t do 1,5*t
a) w przypadku spawania metodą 311: 3 mm do 1,5*t
- złącza próbnego dla spoin pachwinowych
Grubość próbki
t [mm]Zakres kwalifikacji
t < 3
t do 3 mm
t ≥ 3
≥ 3 mm
- i grubości stopiwa złącza próbnego dla spoin czołowych
- Zakres kwalifikacji dla średnicy zewnętrznej rury
Średnica
zewnętrzna próbki
DZakres ważności
D ≤ 25 mm
D do 2xD
D > 25
≥ 0,5xD (25 mm min.)
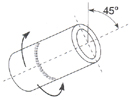
- Pozycje spawania wg PN-EN ISO 6947
PA podolna PB poboczna PC naścienna PD okapowa PF pionowa, z dołu do góry PG pionowa, z góry na dół H-L045 Rura, Oś: pochylona; Spoina: z dołu do góry J-L045 Rura, Oś: pochylona; Spoina: z góry na dół
- Sposób wykonania złącza egzaminacyjnego
bs spawanie dwustronne ss spawanie jednostronne nb spawanie bez podkładki mb spawanie na podkładce sl spawanie jednościegowe (tylko dla spoin pachwinowych) ml spawanie wielościegowe (tylko dla spoin pachwinowych) rw spawanie techniką w prawo (tylko dla metody 311) lw spawanie techniką w lewo (tylko dla spoin pachwinowych)
|
Pozycja spawania: podolna: PA
|
||||||||||||||||||||||||||||||||||||||||||||



















 *
*

-
Wymiary złącza próbnego dla spoin czołowych blach

Opis
| t | grubość materiału złączna próbnego |
-
Wymiary złącza próbnego dla spoin pachwinowych blach

Opis
| a | grubość nominalna spoiny pachwinowej |
| t | grubość materiału złączna próbnego |
| z | długość przyprostokątnej spoiny pachwinowej |
-
Wymiary złącza próbnego dla spoin czołowych rur

Opis
| D | średnica zewnętrzna rury |
| t | grubość materiału złączna próbnego (grubość ścianki) |
-
Wymiary złącza próbnego dla spoin pachwinowych rur

Opis
| a | projektowana grubość spoiny |
| D | średnica zewnętrzna rury |
| h | długość złącza próbnego |
| t | grubość materiału złączna próbnego (blachy lub rury) |
| z | długość przyprostokątnej spoiny pachwinowej |